למערכות מינון תוספים בתעשיית הפלסטיק יש לפחות שתי אפליקציות בקרה נפרדות: אחת להזרקה – למינון כמויות מדויקות בחלק ממחזור הייצור, ואחרת לאקסטרוזיה – להזנה רציפה. בפוסט זה נדון באפליקציה שלישית לאקסטרוזיית ניפוח, הקיימת במספר ממננים מובילים בתחום, ביניהם ColorSave 1000.
ניתן לראות את אקסטרוזיית ניפוח כהיברידיות של הזרקה ואקסטרוזיה. מצד אחד, היא מייצרת מוצרים בודדים, אחד לכל מחזור, תוך שימוש בתבנית – בדומה להזרקה. מצד שני, ההזנה רציפה – כמו באקסטרוזיה רגיל. בהתאם לכך, גם אפליקציית אקסטרוזיית ניפוח היא היברידית בין הזרקה לאקסטרוזיה: היא מזינה את התוסף ברציפות ובו זמנית מאפשרת טיפול במחזורי ייצור בנפרד. ברצוננו להראות שעדיף להשתמש בממנן עם אפליקציית אקסטרוזיית ניפוח עבור מערכת אקסטרוזיית ניפוח.
מכיוון שההזנה רציפה, ניתן עקרונית להשתמש בממנן עם אפליקציית אקסטרוזיה (הזנה רציפה) במערכת אקסטרוזיית ניפוח. מינון כזה יבצע את העבודה היטב, אולם למפעיל המכונה מינון עם אפליקציית אקסטרוזיית ניפוח ייעודית קל יותר לתפעול ועדיף בדרך כלל.
בממנן עם אפליקציית אקסטרוזיה, המפעיל יכול להזין תפוקת תוסף קבועה בק"ג/שעה, או אם הממנן מסונכרן עם האקסטרודר – להזין את התפוקה המקסימלית של האקסטרודר בק"ג/שעה ואת האחוז הרצוי של התוסף. בכל אחת מהאפשרויות הללו, על המפעיל להזין נתונים במונחי תפוקה בק"ג/שעה. מונחים אלה הם ה"שפה" המדוברת במפעלי אקסטרוזיה קלאסיים, כגון אלה המייצרים צינורות, פרופילים, סרטים וכדומה. אולם במפעל עם מכונות אקסטרוזיית ניפוח, המונחים של מפעילי המכונה אינם תפוקה בק"ג/שעה, אלא משקל מוצר.
משקל המוצר הוא נתון שהמפעיל יודע או יכול לברר בקלות על ידי שקילת המוצר הסופי והוספת משקל החומר מאותו מחזור שלא נוצל ומיועד למחזור. ברגע שערך משקל המוצר ידוע, ניתן להזינו יחד עם אחוז התוסף הרצוי – וזהו, אפשר להתחיל לעבוד.
בעבודה עם ממנן בעל אפליקציה לאקסטרוזיית ניפוח המסונכרן עם מכונת הייצור, ניתן תמיד להזין את האחוז הרצוי לתהליך הייצור. ככלל, עבודה עם סנכרון מול מכונת הייצור – המאפשרת למפעיל להזין את אחוז התוסף הרצוי – עדיפה תמיד על עבודה ללא סנכרון, שבה יש להזין תפוקה קבועה.
כיצד יכול הממנן לעבוד עם אחוז מתפוקת המערכת? כיצד יודע הממנן מהי תפוקת האקסטרודר בכל רגע נתון? כדי לדעת את תפוקת האקסטרודר הרגעית, נדרשים ערך סנכרון ונקודת ייחוס, ואז ניתן לחשב את תפוקת האקסטרודר הרגעית בחישוב מתמטי פשוט. החישוב המתמטי הוא בדרך כלל כפל או חילוק של שני ערכים – ערך הסנכרון, שהוא משתנה, ונקודת הייחוס, שהיא קבועה.
בקו ייצור של אקסטרוזיית ניפוח, למינון עם אפליקציית אקסטרוזיית ניפוח יש יתרון בכל הנוגע לסנכרון עם מכונת הייצור. מינון עם אפליקציית אקסטרוזיה ניתן לסנכרן עם מכונת הייצור באמצעות אות סינכרון אנלוגי, בדרך כלל 0-10V או 4-20mA, המסונכרן ביחס ישיר למהירות מנוע האקסטרודר. לעיתים לא ניתן לקבל אות אנלוגי, בעיקר באקסטרודרים ישנים. עם אקסטרודרים אלה ניתן עדיין לשלוח למינון אות סינכרון באמצעות טכומטר דיגיטלי המופעל על ידי אנקודר המותקן על מנוע האקסטרודר, אך מכיוון שהדבר כרוך בהתקנה מסובכת יחסית ובהוצאה על ציוד נוסף, ברוב המקרים של אקסטרודר ללא יציאה אנלוגית מוותרים על הסנכרון ועובדים עם תפוקה קבועה.
במינון עם אפליקציה מיוחדת לאקסטרוזיית ניפוח, הסנכרון בין מכונת הייצור למינון מתבצע באמצעות אות דיגיטלי פשוט – בדרך כלל מגע יבש – המתקבל מהתבנית פעם אחת במחזור. פרק הזמן בין האותות הוא זמן המחזור. כאשר משקל המוצר המיוצר אינו משתנה, ככל שזמן המחזור גדל, תפוקת האקסטרודר קטנה בהתאם ולהיפך. כלומר, הקשר בין זמן המחזור לתפוקה הוא יחס הפוך.
באמצעות סנכרון המינון עם התבנית ניתן להשיג סנכרון עם תפוקת המערכת בצורה מהירה ופשוטה יותר בהשוואה לסנכרון האקסטרודר עם מינון בעל אפליקציית אקסטרוזיה.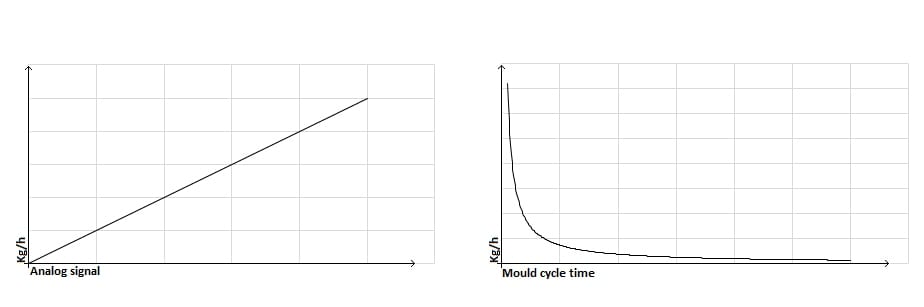
איור: תפוקה כתלויה באות אנלוגי לעומת תפוקה כתלויה בזמן מחזור
באפליקציית אקסטרוזיה, נקודת הייחוס היא התפוקה המקסימלית של האקסטרודר בק"ג/שעה. זהו ערך הנראה כמדיד, אך בפועל אינו פשוט כלל למדידה. גם אם נמדדה התפוקה המקסימלית בפועל עבור חומר מסוים, הערך עשוי להיות שונה עבור חומרים שונים, ואפילו אותו חומר ממנות שונות עשוי להניב תפוקה מקסימלית שונה של האקסטרודר.
באפליקציית אקסטרוזית ניפוח, נקודת הייחוס היא משקל המוצר – ערך שהמפעיל יודע או יכול לברר בקלות על ידי שקילת המוצר הסופי והוספת משקל החומר מאותו מחזור שלא נוצל ומיועד למחזור. המפעיל מזין את משקל המוצר, ומאותו רגע, יחד עם זמן המחזור, ניתן לחשב את תפוקת האקסטרודר ולבצע סנכרון. הסנכרון יישמר יציב עבור כל מנה של חומר גלם.
ראינו שמבחינה תפעולית, אפליקציית אקסטרוזיית ניפוח היא סוג של אפליקציה היברידית בין הזרקה לאקסטרוזיה. לממננים יש בדרך כלל אפליקציה להזרקה ואפליקציה לאקסטרוזיה. הצגנו מערכת מינון עם אפליקציה ייעודית לאקסטרוזיית ניפוח, העדיפה מנקודת מבטו של מפעיל המכונה על פני מערכת עם אפליקציית אקסטרוזיה, מאחר שהיא "מדברת בשפה שלו" – משתמשת במונחי משקל מוצר במקום במונחי ק"ג/שעה שזרים לו.
בכל הנוגע לסנכרון, שחשוב למפעיל המערכת, ראינו שמינון עם אפליקציית אקסטרוזיית ניפוח מסונכרן תמיד עם מכונת הייצור, וביצוע הסנכרון פשוט, כמו גם חישוב נקודת הייחוס לסנכרון.
כעת קל להבין מדוע מפעילי אקסטרוזיית ניפוח מעדיפים מינוני תוספים עם תוכניות ייעודיות לאקסטרוזיית ניפוח.
שוחחו ישירות עם אחד המהנדסים שלנו על-מנת להפחית עלויות ייצור, מלאי וזמן
התקנת ניסיוןCopyright Ampacet Corporation. All Rights Reserved ©

