FlowSave היא מערכת הזנה רציפה משקלית המוכרת ברב-תכליתיותה, המיועדת לטפל בערוץ הזנה אחד או יותר. בפוסט זה נצלול לאפשרות שמציע FlowSave מעבר לניטור זרימת חומרים בלבד – עד לשליטה פעילה באקסטרודר ואפילו ביצוע בקרת שכבות במערכות רב-שכבתיות.
התפוקה באקסטרודר חד-בורגי, המכונה לרוב אקסרודר "הזנה חופשית" (flood-fed), תלויה בשני גורמים מרכזיים: מהירות הסיבוב של המנוע המניע את בורג האקסטרודר, והצפיפות הנפחית של חומר הגלם המוזן לתוכו. סיבוב מהיר יותר מגביר את קיבולת האקסטרודר, בעוד שינויים בצפיפות חומר הגלם משפיעים על קצב הזרימה.
הערוצי המשקליים של ה-FlowSave מזינים את חומרי הגלם דרך תהליך מדידת loss-in-weight. הערוץ הראשי פועל בהזנה בנפילה חופשית, בעוד הערוצים הנוספים, אם קיימים, משתמשים במנגנון הזנה בורגי כדי לתרום לזרימה הכוללת. הזנות נוספות אלה נקבעות כאחוזים מההזנה הכללית, בהתאם להרכבי חומרי הגלם במתכון הייצור. מערכת ה-FlowSave מעריכה ברציפות את התפוקה כדי להבטיח את האחוז הנכון של כל חומר במתכון. התאמה דינמית זו מבטיחה את דיוק המתכון לאורך כל הייצור.
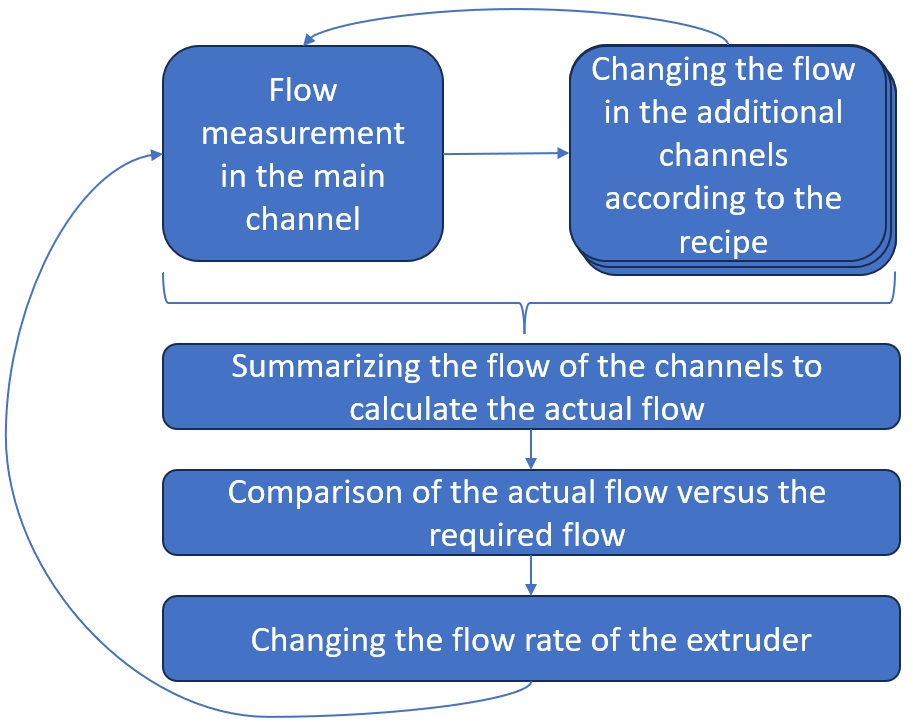
FlowSave מציג את אפשרות בקרת האקסטרוזיה – מצב שבו המערכת מקבלת קצב הזנה מוגדר מראש ומנהלת באופן פעיל את קצב ההזנה בפועל של האקסטרודר בקילוגרמים לשעה (ק"ג/ש'). שליטה זו נמשכת לאורך כל הפעולה. מכיוון שהצפיפות הנפחית של חומרי הגלם יכולה להשתנות במהלך הייצור, ה-FlowSave מחשב ברציפות את קצב ההזנה הכולל על ידי צירוף כל הזנות הערוצים. כל סטייה בין ההזנה בפועל לנדרשת מפעילה התאמות במהירות מנוע בורג האקסטרודר – ומיישרת את הזנת האקסטרודר עם הפרמטרים שנקבעו מראש.
 בקרת אקסטרוזיה ב-FlowSave
בקרת אקסטרוזיה ב-FlowSave
בקרת האקסטרוזיה פועלת דרך אות אנלוגי 0-10VDC המועבר ממערכת הבקרה של ה-FlowSave לבקר האקסטרודר. אות זה משקף את המהירות היחסית הנדרשת של מנוע בורג האקסטרודר להשגת קצב ההזנה הרצוי בק"ג/ש'. לדוגמה, אות של 2VDC שקול להפעלת מנוע בורג האקסטרודר ב-20% ממהירותו המרבית, בעוד 5VDC שקול ל-50%. מערכת ה-FlowSave מחשבת מחדש ברציפות את קצב ההזנה בפועל של האקסטרודר, ומתאימה את עוצמת האות האנלוגי כדי להבטיח שמנוע הבורג פועל במהירות הנדרשת.
מערכת ה-FlowSave דורשת אות אנלוגי נוסף 0-10V מהאקסטרודר כדי לאפשר מעברים חלקים בין מינון בניטור בלבד (ללא בקרת אקסטרוזיה) למינון במצב בקרת אקסטרוזיה. אות זה, ביחס למהירות מנוע בורג האקסטרודר, מאפשר מעבר חלק בין מצבי מינון – ומונע שינויים פתאומיים במהירות המנוע.
ה-FlowSave גם מעצים בקרת שכבות בקווי אקסטרוזיה, ומבטיח אחוז קבוע של כל שכבה ביחס לזרימת המוצר הכוללת. תהליך זה כולל ביצוע בקרת אקסטרוזיהעל ידי ה-FlowSave בק"ג/ש' לכל אקסטרודר המשתתף, בהתאם לקצב הזרימה המוגדר ולאחוזי השכבות הרצויים. ה-FlowSave מחשב ושומר על זרימת כל אקסטרודר בק"ג/ש', תוך שמירה של יחסי השכבות בזמן ביצוע בקרת האקסטרוזיה לכל יחידה.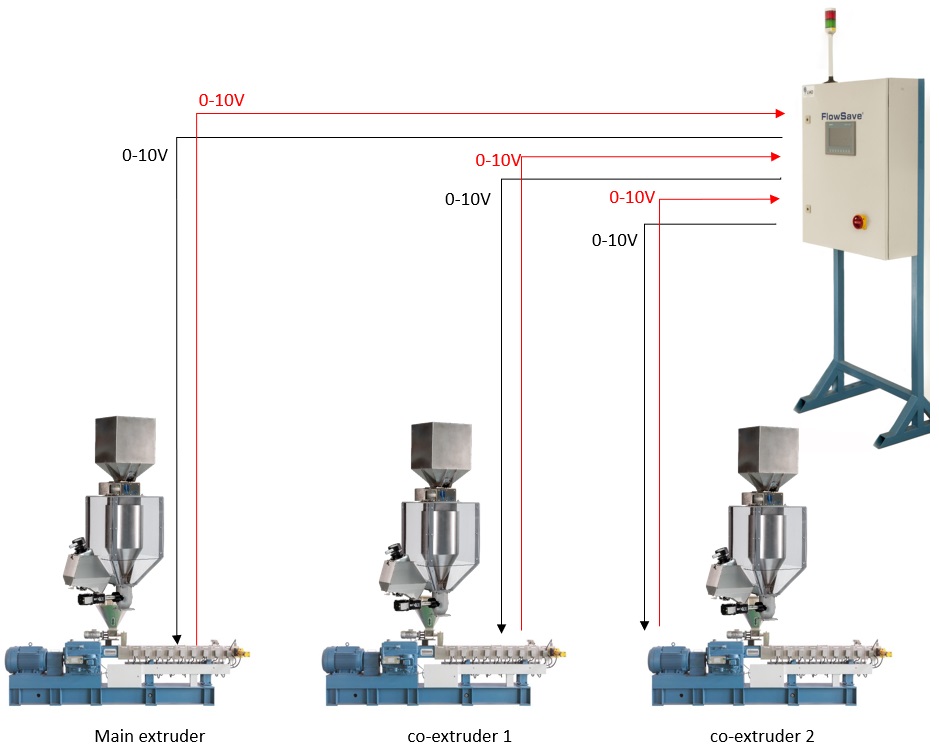
האותות האנלוגיים בין מערכת הבקרה של ה-FlowSave לבין האקסטרודרים בבקרת יחס השכבות
שוחחו ישירות עם אחד המהנדסים שלנו על-מנת להפחית עלויות ייצור, מלאי וזמן
התקנת ניסיוןCopyright Ampacet Corporation. All Rights Reserved ©

